 1. 易加工硬化................................................................................ 1. 易加工硬化................................................................................
因切削加工產生急劇變形導致的加工硬化和馬氏體變態,促使被切削部位變得非常硬,此時硬化部位的硬度約是材料內部硬度的2倍,所以在切削這部分的時侯,容易發生刀具刀尖的異常磨損和小崩口 (境界損傷)。
解決辦法:
SUS 系列銑刀刃口皆做強化處理不易崩損,再加上 SSA 塗層提昇刀具表面硬度達 HV4000 即可克服。
2. 熱傳導率低................................................................................
因熱傳導率低,切削中產生的熱量不易散到切屑和工件材內部而停留刀具刀尖附近,由此造成刀具刀尖溫度升高,使刀尖產生塑性變形。
解決辦法:
SUS 系列銑刀皆採用 SSA ( TiAlCr2O3 ) 塗層其最大特性可耐氧化溫度到 1100°C 將可改善。
3. 與刀具親和性高......................................................................
工件材料易粘著在刀尖,在刀尖上重複積屑瘤的生成,脫落的過程致使刀具材料的一部份隨切屑剝落,容易發生粘著剝離和異常損傷,同時積屑瘤也會導致加工表面粗糙和惡化。
解決辦法:
SUS 系列銑刀不在母材中添加 TaC、TiC 成為耐熱高硬度硬質合金 SSA 塗層,通過納米化可提高硬度及耐磨性。
SSA ( TiAlCr2O3 ) 膜並可以有效隔離工件材料和刀具材料粘著,耐粘著剝離性也得以提高且有易於使切屑流暢排出的優點,使加工表面更加細緻。
▇ 總結: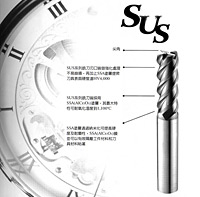 ..................................................... .....................................................
結合材料、研磨、塗層三要素而成的 SUS 系列銑刀提供了絕佳的耐磨性,可以說不局限於不銹鋼在一般加工也可得到長壽命。
因為 SSA 薄膜提供了高氧化溫度,高硬度及抗沾粘特性,SUS 系列銑刀在銑削不銹鋼加工上可得到穩定長壽命的新刀具。
使用這款新刀具一定可以為刀具壽命短且不穩定而煩惱的眾多不銹鋼加工用戶解決困難,以及在難切削材料加工中追求高速高效用戶降低成本。
|

 ▇
▇